The ultimate water purification solution designed for high-flow food service environments. The QC7I-TWIN MC² system features a parallel twin-cartridge design, equipped with two high-performance MC² filter cartridges to deliver an unparalleled capacity and flow rate, ensuring a stable supply of the highest quality drinking water even during peak business hours. From removing taste-affecting impurities to protecting your expensive equipment, this system is the smart choice for enhancing beverage flavour, ensuring customer satisfaction, and optimising operational efficiency.
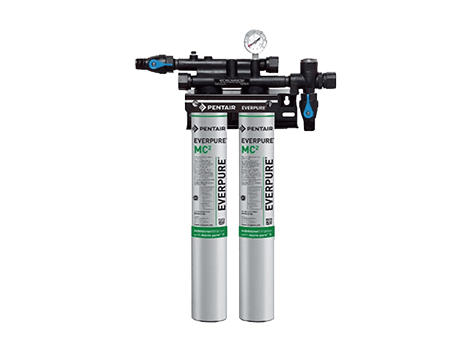
The parallel twin-cartridge design increases the total capacity to 18,000 gallons (approximately 68,137 litres), with a flow rate of up to 12.6 litres per minute. Even when faced with a continuous stream of orders, it ensures a stable and uninterrupted water supply for post-mix beverage systems, coffee machines, and ice makers.
The exclusive Micro-Pure® II pre-coat technology effectively filters out the taste of chlorine, impurities, and particulates as small as 0.5 microns. It is also certified under NSF/ANSI Standard 53 for the reduction of harmful cysts such as Cryptosporidium and Giardia. It preserves the intended carbonation and perfect flavour of your beverages, ensuring every serving meets the highest standard.
Effectively filters suspended particulates and sediment from the water, preventing them from clogging pipework, corroding seals, or damaging pumps. It significantly reduces the maintenance frequency and failure risk of core equipment like ice makers and post-mix systems, extending asset life and saving you considerable repair costs.
The entire system is dual-certified under NSF/ANSI Standard 42 (Aesthetic Effects) and 53 (Health Effects), proving its performance in removing odours, chlorine, particulates, and cysts meets internationally recognised standards, providing the most reliable third-party assurance for your food safety.


One-Stop Hygiene Solution Customisation:
We have a complete line of professional cleaning products, offering a highly synergistic, efficient, and economical product portfolio to simplify your procurement and ensure optimal hygiene results.
Expert Consultation and Process Optimisation:
Our team of experts will provide professional analysis and a customised washing programme based on your equipment model, crockery type, and operational needs to maximise your cleaning efficiency and cost-effectiveness.
Dedicated Account Manager and Regular Reviews:
We assign a dedicated account manager to be your single point of contact. They will conduct regular site visits, respond promptly to feedback, and proactively offer optimisation advice to ensure seamless service.
Stable Supply, Worry-Free Delivery:
Backed by our group's own manufacturing facilities and a robust supply chain, we guarantee a stable supply of our full product range. We arrange unified deliveries based on your usage patterns, completely eliminating the risk of stockouts for your peace of mind.
